湿河粉生产加工过程中蜡样芽孢杆菌污染情况调查分析
2021-06-16 15:54:04 来源: 食品安全导刊
□ 郑开伦 李芳健 (通信作者) 广州医科大学公共卫生学院
摘 要:为了解湿河粉生产加工过程中蜡样芽孢杆菌的污染情况,本研究分析了加工过程中存在的蜡样芽孢杆菌污染风险,进而确定污染来源并提出防控措施。选取2020年3~9月广东省广州市具有代表性的湿河粉厂家进行样品采集,其中,生产原料33份、成品33份、生产设备表面样品240份、空气样品44份,按照国家标准检验方法对以上样品进行蜡样芽孢杆菌检测,并对结果进行分析。结果显示,生产原料、成品中蜡样芽孢杆菌的检出率分别为93.94%(31/33)、51.52%(17/33),检出量分别为1.93±0.52log CFU/g、2.77±1.27log CFU/g;蜡样芽孢杆菌在不同车间生产设备表面的分布情况分别为:原料处理间56.79%(46/81)、熟化间33.68%(32/95)、包装间20.68%(6/29)、装车运输工具51.43%(18/35)。故得出结论,湿河粉在生产加工过程中受蜡样芽孢杆菌污染的风险较高,原料大米是主要的污染源,切条工序与运输环节是重要的交叉污染源。因此,企业应加强日常的原料管理和设备清洁工作。
关键词:广州市 蜡样芽孢杆菌 生产加工过程 湿河粉
1 引言
湿河粉是我国南方地区的传统风味特色小吃之一,因爽口入味而深受消费者的喜爱。随着我国人民生活水平的逐渐提高,湿河粉需求量也不断增长[1,2]。湿河粉经过除杂、清洗、浸泡、磨浆、搅拌、高温熟化成型、切条、冷却、包装等生产工艺加工制作而成,水分含量在60%以上。因其水分活度大、营养物质丰富,常温下极易滋生微生物而导致食物腐败变质,故微生物污染是造成湿河粉质量安全问题的主要原因之一[3-6]。有研究[7]发现,湿河粉在常温下放置一段时间后的菌落总数和大肠菌群数的含量会超过限定值,经沸水焯1分钟后可减少菌落总数至规定水平,但无法有效降低细菌毒素水平,消费者食用时依然存在食品安全风险。
蜡样芽孢杆菌是一种革兰氏阳性、产芽孢的兼性厌氧杆菌,并广泛存在于土壤、空气、水和尘埃中。研究[8,9]发现,国内外大米中蜡样芽孢杆菌的污染率较高,而大米作为湿河粉的主要原料,对湿河粉的微生物污染有着重要影响。相关研究[10]也表明,湿河粉中微生物污染的主要菌群为蜡样芽孢杆菌、肠杆菌、葡萄球菌等。因为蜡样芽孢杆菌的孢子抗逆性较强,所以在历经多个加工步骤后仍可存活于湿河粉中。广州市的湿河粉生产企业大多为中小型企业,由于规模较小,往往存在生产工艺简陋、卫生设施不足、卫生状况较差、人员的食品安全意识较低等问题,是以生产过程易造成微生物污染,导致出厂的湿河粉存在较大的食品安全隐患[11-13]。正因如此,研究蜡样芽孢杆菌在湿河粉生产过程中的污染情况,对于评价湿河粉的卫生状况和规范生产加工过程具有重要意义。
为了解广州市湿河粉生产加工过程中蜡样芽孢杆菌的污染状况,本研究通过对广州市湿河粉企业的车间空气、设备及食品样品进行蜡样芽孢杆菌检测来找出存在的卫生问题和可能的污染源,进而提出防控措施,希望为评价湿河粉企业的卫生状况和食品生产规范提供依据。
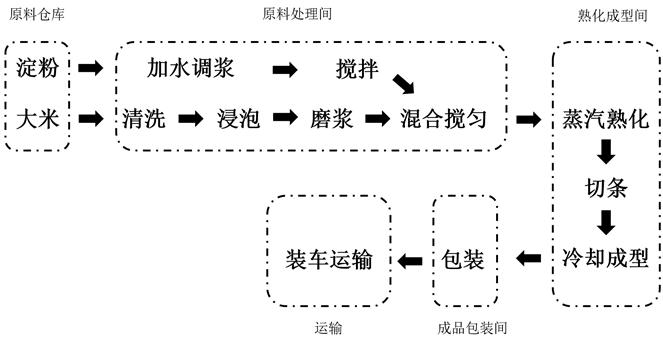
图 1 湿河粉生产工艺流程
2 材料与方法
2.1 实验材料
2.1.1 样品来源
2020年3~9月,结合企业销售范围及生产总量,选取广州市取得生产许可证的湿河粉企业作为调查对象,采集生产加工各环节的湿河粉样品。其中,生产原料33份,成品33份,原料处理间、熟化成型间、成品包装间及装车运输工具的设备表面样品240份,空气样品44份。
2.2 实验方法
2.2.1 空气样品采集
根据车间现场大小设置采样点:如车间面积小于50m2,则取车间对角线四等分的3个等分点为采样点;如车间面积大于50m2,则按梅花布点均匀设置5个采样点。采样点距离地面1.2~1.5m,距离墙壁不小于1m,且需避开通风处。
2.2.2 设备物体表面样品采集
选择原料处理间、熟化成型间、成品包装间中的容器、管道、传送工具、刀具、称量工具、盛放容器和运输工具等风险较高的区域进行采样。根据器具表面是否平坦来选择涂抹法或贴纸法进行采样,采样面积为50cm2,样品采集完成后放回无菌洗脱液试管中,并密封装好送回实验室检测。
2.2.3 食品样品采集
在企业的原料仓库和成品库房,从同一批次样品堆的4个不同部位随机抽取样品,抽样量不少于3kg,样品使用无菌袋封装,低温冷藏条件下送回实验室检测。
2.2.4 样品检验
蜡样芽孢杆菌根据《食品安全国家标准 食品微生物学检验 蜡样芽孢杆菌检验》(GB 4789.14-2014)进行检验,其中,食品样品采用第一法,物体表面样品采用第二法;菌落总数按照《食品安全国家标准 食品微生物学检验 菌落总数测定》(GB 4789.2-2016)进行检测。
2.2.5 数据处理
应用SPSS 26.0软件进行数据分析,菌落总数及蜡样芽孢杆菌的均数比较采用秩和检验或t检验,率的比较采用卡方检验或Fisher确切概率法,α=0.05为检验水准,P<0.05为有统计学意义,多组之间率的两两比较根据Bonferroni调整法修正检验水准。
3 结果与分析
3.1 湿河粉的生产工艺流程(见图1)
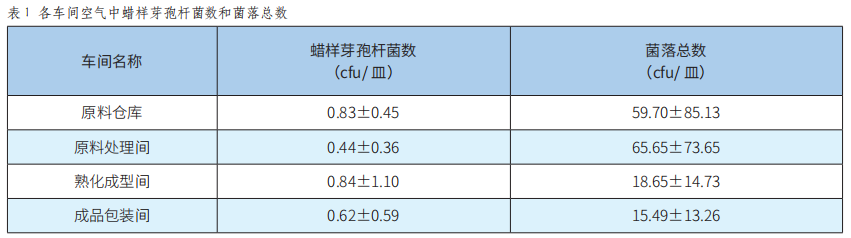
3.2 空气中蜡样芽孢杆菌的污染情况
表1显示,在原料仓库、原料处理间、熟化成型间、成品包装间的空气中均检出蜡样芽孢杆菌,平均菌落数低于1cfu/皿。空气中的蜡样芽孢杆菌数在各车间无显著性差异(P>0.05),各车间中的空气菌落总数无显著差异(H=5.074, P> 0.05)。同时,试验对原料仓库、原料处理间、熟化间、成品包装间空气中的菌落总数和蜡样芽孢杆菌数进行了相关性分析,结果表明,两者之间没有显著的相关性(P>0.05)。
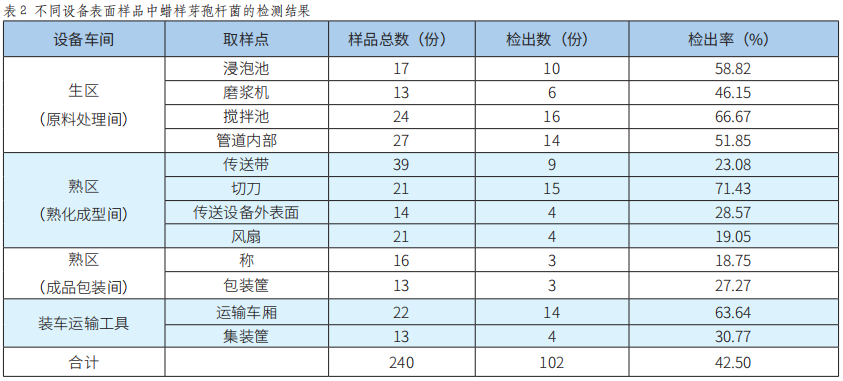
3.3 不同设备表面样品中蜡样芽孢杆菌的污染情况
表2显示,各设备表面均检出蜡样芽孢杆菌,总体检出率为42.50%。其中,原料处理间(生区)的蜡样芽孢杆菌检出率为56.79%(46/81);熟化成型间和成品包装间(均为熟区)的检出率分别为33.68%(32/95)与20.68%(6/29);装车运输工具表面的检出率为51.43%(18/35)。3个车间及装车运输工具之间的蜡样芽孢杆菌检出率差异具有统计学意义(x2=19.81,P<0.05)。为明确相互之间的差异性,故进一步作多组间的两两比较。结果显示,生区的蜡样芽孢杆菌检出率(56.79%)明显高于两个熟区(33.68%)(x2=9.459,P<0.05),两个熟区之间无显著性差异(x2=1.336,P>0.05),装车运输工具表面的蜡样芽孢杆菌检出率(51.43%)高于两个熟区(23.81%),浸泡池、搅拌池、管道、切刀、运输车厢内部的检出率显著高于总体检出率(42.50%)。
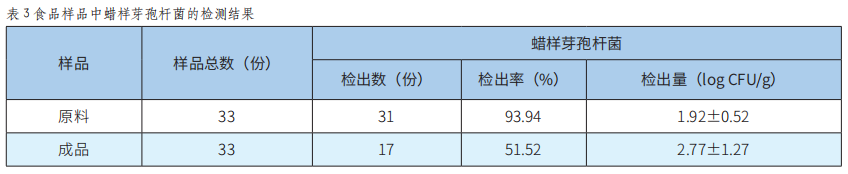
3.4 食品样品中蜡样芽孢杆菌的污染情况
表3显示,原料93.94%(31/33)与成品51.52%(17/33)的蜡样芽孢杆菌检出率差异具有统计学意义(x2=17.32,P<0.05),原料(1.93±0.52log CFU/g)与成品(2.77±1.27log CFU/g)的蜡样芽孢杆菌检出量的差异具有统计学意义(t=-2.46,P<0.05)。
4 结论与讨论
本研究于2020年3~9月选取广州市具有代表性的湿河粉企业进行了蜡样芽孢杆菌污染情况调查。分析结果发现,蜡样芽孢杆菌在空气中广泛存在但数量较少,生熟分区虽能对空气中的菌落总数起到一定的抑制作用,但对蜡样芽孢杆菌无显著影响,说明蜡样芽孢杆菌的生长不仅需要适宜的环境还需要合适的生长介质。此外,空气不是湿河粉蜡样芽孢杆菌的重要污染源,企业应注重生产设备表面的清洁工作。
生产设备表面的蜡样芽孢杆菌总体检出率较高,说明设备表面的蜡样芽孢杆菌污染情况比较严重,湿河粉受环境交叉污染的风险较高。生区设备表面的蜡样芽孢杆菌检出率高于两个熟区,说明生熟分区能在一定程度上减少蜡样芽孢杆菌的交叉污染。浸泡池、搅拌池、管道、切刀、运输车厢等设备表面是蜡样芽孢杆菌的主要交叉污染源,这也说明生产设备是清洁消毒工作的盲点。由于湿河粉在蒸汽熟化后再无杀菌环节,因此控制切条和运输环节的蜡样芽孢杆菌污染尤其关键,企业应加强对这两个环节的监督管理和清洁消毒。
食品中蜡样芽孢杆菌的研究结果显示,原料大米中的蜡样芽孢杆菌检出率与检出量均比相关文献的结果更高,这可能与部分企业使用陈化米、黄变米等原因有关。成品中的蜡样芽孢杆菌检出率高达51.52%且检出量高于原料,有可能是湿河粉生产过程中的温度、湿度和时长等因素加速了蜡样芽孢杆菌的繁殖,而目前湿河粉采用半自动化生产方式,生产过程的温度和时长均由生产人员根据以往经验判定,暂无统一的操作标准。
吴军辉[14]等研究湿河粉加工环节大肠杆菌和菌落总数的污染情况发现,切条、运输、贮存等环节的微生物污染严重,与本文研究结果基本一致。有研究显示,高温熟化及切条后成品的菌落总数降低了6个数量级,大肠杆菌群降低了4个数量级;本文研究发现,高温熟化及切条后的成品中蜡样芽孢杆菌检出量比原料提高约1个数量级,这可能与细菌的耐热性相关,故高温熟化环节的灭菌效果还需进行更深入的研究。同时,成品中蜡样芽孢杆菌污染呈现高检出量,加之湿河粉企业往往采用散装方式包装湿河粉、行业整体的冷链运输体系不完善、装车运输工具内部通风不足等,致使蜡样芽孢杆菌容易在运输途中的高温高湿环境下快速繁殖。有研究表明[15],湿河粉中蜡样芽孢杆菌在30℃的条件下仅需3小时即可进入对数增长期,35℃的条件下仅需2小时即可进入对数增长期;此时,蜡样芽孢杆菌会迅速繁殖并产生大量的毒素。广州市夏季炎热,车厢内的温度往往超过35℃,且湿河粉从企业运输至销售点的时间也长达1~2小时,导致市售湿河粉的蜡样芽孢杆菌污染率和污染量进一步提高,从而对消费者的身体健康造成危害。
综上所述,为减少湿河粉中的蜡样芽孢杆菌污染,企业可采用HACCP管理体系[16]——将原料管理、切条工序、运输环节作为关键控制点进行控制。此外,企业应严格落实原料验收管理制度,严格筛选原料大米——杜绝使用陈化米、霉变及黄变米,保持原料仓库环境通风、干燥、清洁;严格落实卫生管理规范,加强生产管理,提高清洁消毒人员的卫生安全意识,重视浸泡池、管道、切刀、运输工具等卫生死角的定期清洁;鼓励有条件的企业引进先进的技术设施及专业人才,采取合理的杀菌工艺和包装形式[17];建立并完善冷链运输体系,有效抑制微生物的污染与生长。
参考文献:
[1] 中商产业研究院.米粉行业发展前景良好未来需突破加工技术难题[J].中国食品,2019,14:88-91.
[2] 王瑞元.米制食品和米粉产业的发展[J].粮油加工,2009,第2期:16-18.
[3] 蒋才斌,陆莉莉,金晓兰,等.广西鲜湿米粉产品抽检不合格原因及控制措施研究[J].现代食品,2020,6:123-125.
[4] 陈小聪,张少梅,刘珈伶,等.广西米粉质量风险分析及安全治理体系研究[J].轻工科技,2017,004:134-135.
[5] 李秀桂,林霞,林静,等.南宁市湿米粉微生物污染状况调查[J].湖北预防医学杂志,2001,12(2):46-47.
[6] 林静,林霞,孔忠富,等.广西米粉卫生学调查研究[J].广西预防医学,2000,6(1):12-14.
[7] 谢耐珍,黄继锦,王海华,等.市售鲜湿米粉菌落总数及大肠菌群数繁殖动态的考察[J].食品安全质量检测学报,2019,10(18):6082-6087.
[8] Kim B, Bang J, Kim H, et al.Bacillus cereus and Bacillus thuringiensis spores in Korean rice: Prevalence and toxin production as affected by production area and degree of milling[J].Food Microbiology,2014,42:89-94.
[9] 蒋荣荣(2013).我国市售大米中食源性致病菌-蜡样芽孢杆菌的检测和致病性分析.硕士,武汉轻工大学,85.(in Chinese).
[10] 石文松,胡卓,罗雨阳,等.某市预包装湿米粉微生物污染状况调查[J].检验检疫学刊,2019,29(3):61-62,76.
[11] 胡雪锋,庞昌信.广州市湿河粉行业现行状况及2008~2010年监督抽查分析情况[J].中国食品工业,2011,4:32-33.
[12] 刘兆敏,马林,何洁仪,等.广州市河粉生产卫生状况调查和相关因素分析[J].中国公共卫生管理,2005,02:161-163.
[13] 张玉莲,刘兆敏,黎庆强,等.广州市30家河粉生产企业卫生状况调查[J].热带医学杂志,2004,4(2):187-189,200.
[14] 吴军辉,梁兰兰,幸芳,等.湿米粉加工环节微生物污染情况调查[J].粮食与饲料工业,2012,06):28-30.
[15] 林宇斌,李安平,付湘晋,等.鲜湿米粉中蜡样芽孢杆菌生长预测模型构建[J].粮食与油脂,2017,30(9):78-81.
[16] 陈嘉东,万娟,钟国才,等.南方米粉生产过程中HACCP安全体系的构建研究[J].粮食与饲料工业,2011,01:24-27.
[17] 林宇斌,林亲录,李安平,等.湿米粉微生物污染现状及防控技术[J].公共卫生与预防医学,2015,26(01):76-79.






热点推荐
-

主要食品配料厂商携手支持可持续农业
-

别样肉客在华推出脆香酥炸植物基蟹饼,为新春佳节增添美食新选
-

ADM首度亮相FBIF2023,探索食品饮料的今天、明天和未来
-

专访婴儿水团体标准制定者:为何为婴儿饮用水制定更高标准?
-

使用梅特勒-托利多X光机的五大理由
-
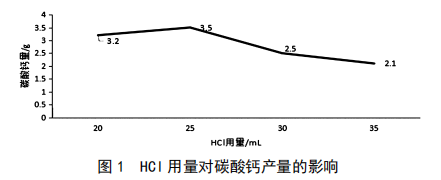
贝类食品级碳酸钙制备的研究
-
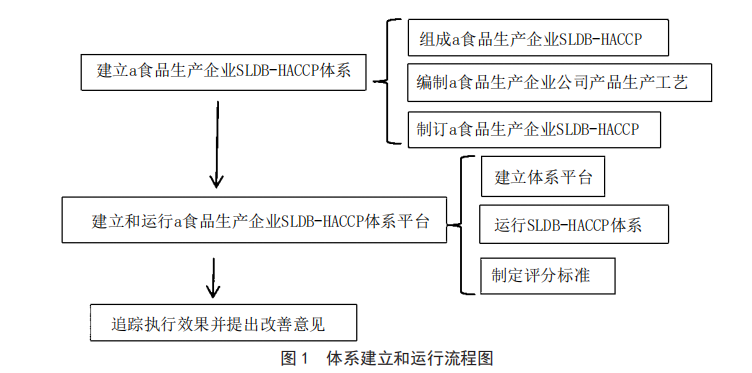
基于SLDB-HACCP体系的应用及成效分析——以a食品生产企业为例
-

基层食品安全预警体系存在问题及对策分析
-
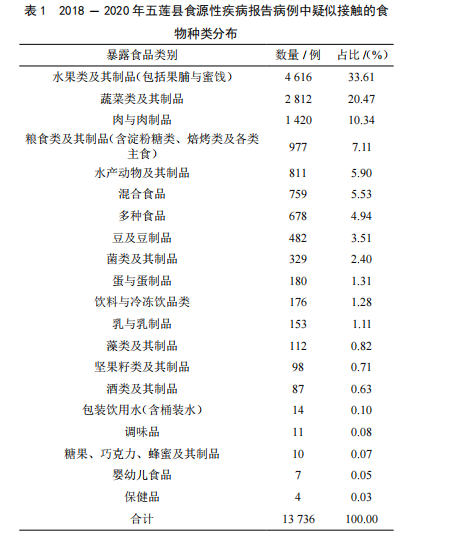
2018-2020年五莲县食源性疾病监测结果分析
-

玉米中真菌毒素污染情况分析
-
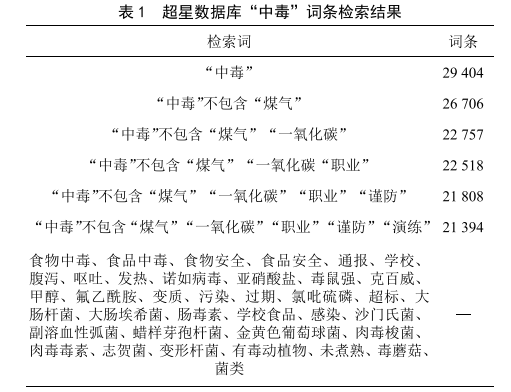
2015—2020年中国家庭食物中毒新闻报道中科普情况调查分析
-
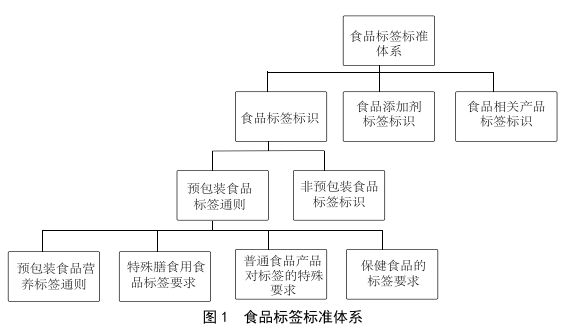
预包装食品标签中常见问题及对策
-
湿河粉生产加工过程中蜡样芽孢杆菌污染情况调查分析
-

探索新型海洋活性脂质研究成果,传递“她”力量
-

植物肉产业蓬勃发展,关键技术创新可助力企业实现“弯道超车”
-

用技术赋能食品供应链变革,助力提升消费者的食品安全信任度
-

“从农场到餐桌”的解决方案组合,满足食品供应链的透明度需求
-

北京市绿色食品产业发展特征与影响因素分析
-

采用快速显色培养基检测蜡样芽孢杆菌更具优势
-

鸣 谢
-
THE NEXT GENERATION! 莫迪维克TX系列领航数字化托盒包装新时代
-

莫迪维克托盒封口包装机 T 300 L: 全新尺寸、更高产能、更广适用度
-

加工工艺对乳中生物活性物质的影响初探
-
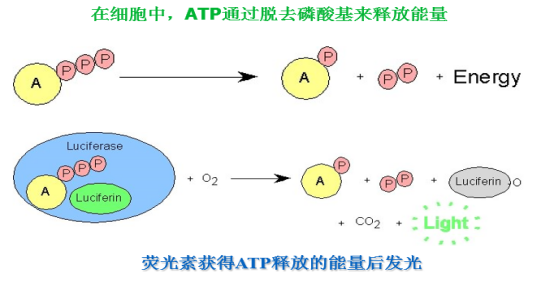
探究ATP检测方法在牧场卫生管控中的应用
-
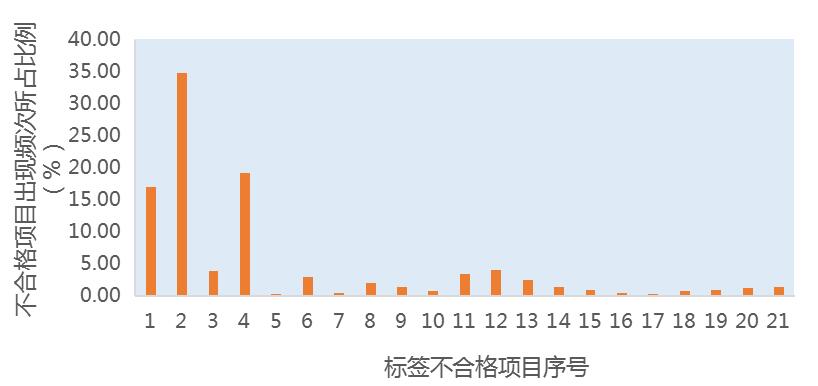
预包装食品标签中常见问题浅析
-

你的瓶装水真的是发霉了吗?
-
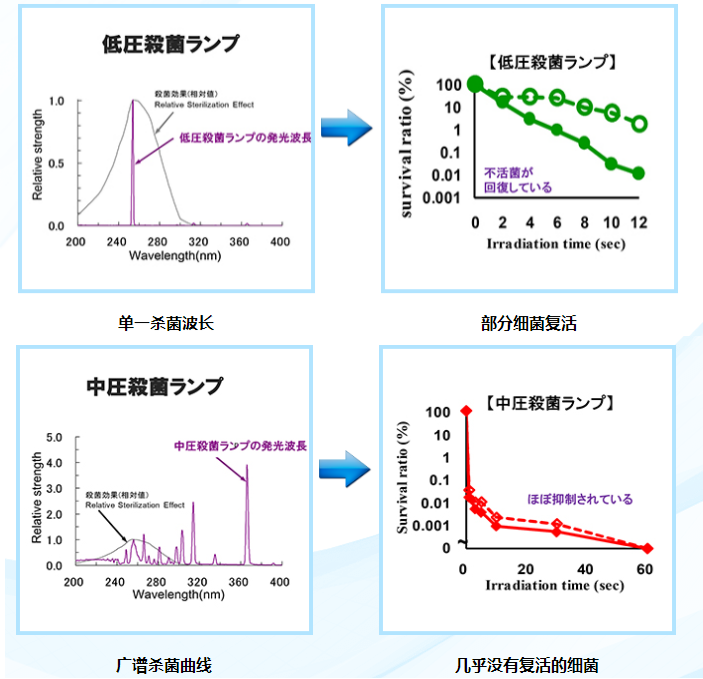
中压紫外线技术在包装饮用水中的杀菌应用
-

瓶胚干法杀菌技术在饮用天然矿泉水生产中的应用
-
如何避免产品过氧化值超标
-
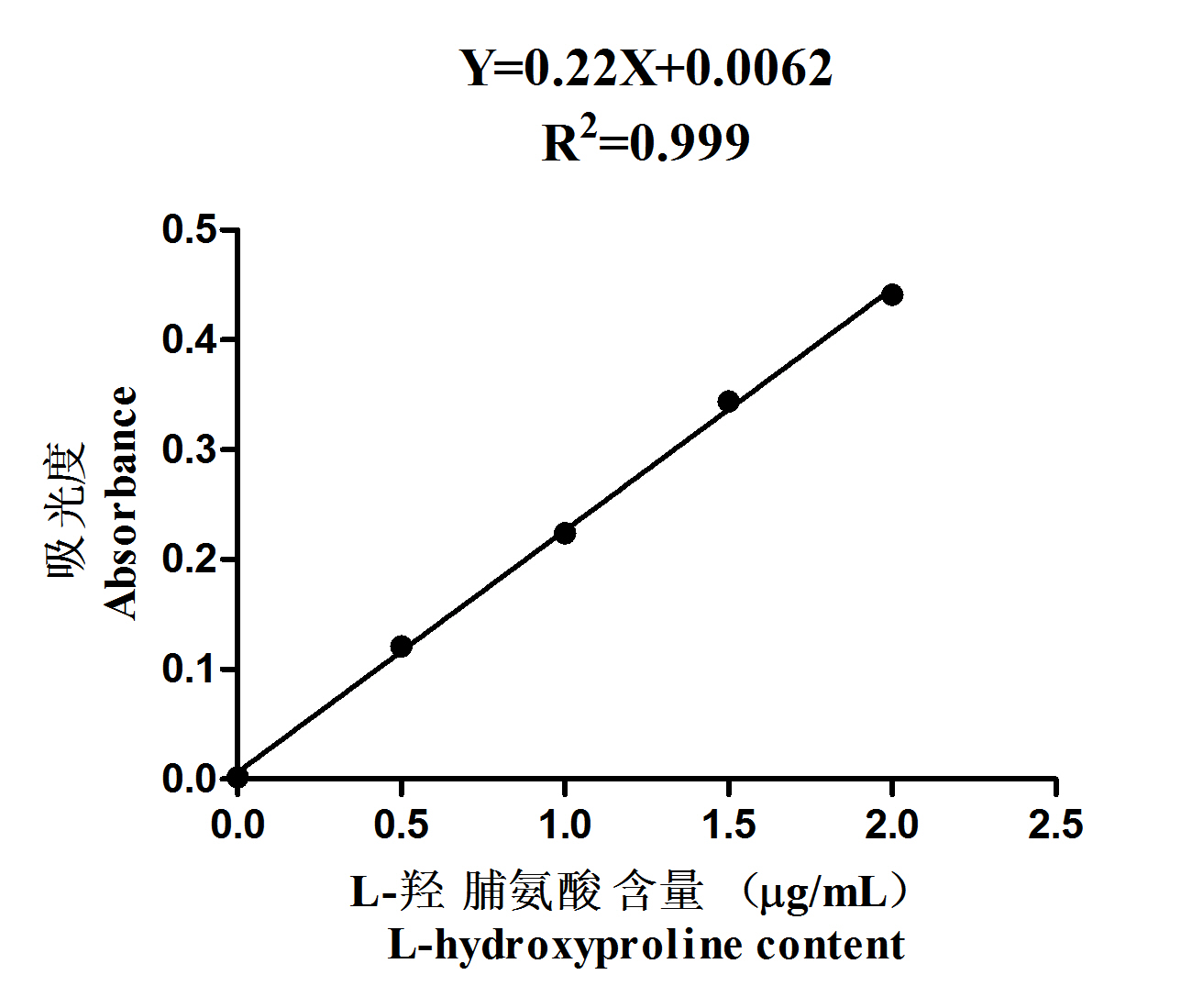
响应面优化马鲛鱼鱼皮胶原蛋白的提取工艺