超声波辅助提取山核桃油工艺的研究
2021-10-14 13:07:32 来源: 食品安全导刊
超声波辅助提取山核桃油工艺的研究
冯 攀1,吴 迪2,马 超1*
(1.贵阳学院化学与材料工程学院,贵州贵阳 550003;2.北京第二实验小学贵阳分校,贵州贵阳 550007;)
作者简介:冯攀(1999—),男,汉族,贵州贵阳人,本科在读。研究方向:天然产物提取。
通信作者:马超(1988—),男,汉族,贵州贵阳人,硕士,副教授。研究方向:农产品贮藏与加工。E-mail:chaomagyu
@126.com。
摘 要:本研究以山核桃为试材,采用单因素试验,探究提取溶剂、液料比、超声功率、超声时间对山核桃提油率的影响,在此基础上进行正交试验,确定最佳的超声波辅助提取山核桃油的工艺条件。结果表明,超声波辅助提取山核桃油的最佳工艺为料液比1∶8(g/mL),超声功率270 W,超声时间50 min,在此条件下,山核桃得油率为66.74%。
关键词:山核桃油;超声波;正交试验;工艺
山核桃为胡桃科核桃属植物,位列世界四大干果之首,有“木本油料之王”的美称[1]。山核桃含有丰富的蛋白质、粗纤维、维生素、脂肪和微量元素等人体所需的营养。同时,山核桃具有大量的不饱和脂肪酸及人体必需氨基酸,能够降低人体内的胆固醇,预防血栓及动脉硬化的发生。因此,山核桃油的开发利用前景非常广阔[2]。
常见的核桃油提取方法主要有压榨法、有机溶剂萃取法、水酶法和超临界流体等方法[3]。简单的提取方法成本低廉,但无法充分利用山核桃中的蛋白质和氨基酸,且精制工艺繁琐,核桃油色泽不理想。超临界法虽提取率高,但其设施和运营成本高。超声波提取法是利用超声波产生的强烈震动、空化及搅拌等超声效应的协同作用,提高物质分子运动频率和速度,使植物组织在溶剂中产生空化泡崩溃,使组织细胞破裂,从而提高提取效率及品质,能很好地增加物质的有效成分的提出率[4-5]。
本研究以毕节地区山核桃为原料,通过单因素和正交试验,探寻最佳的超声波辅助提取山核桃油的工艺条件,为山核桃产业多维度的发展提供理论支撑。
1 材料和方法
1.1 材料与试剂
山核桃,贵州毕节;无水乙醇(分析纯),重庆川东化工有限公司;正己烷(分析纯),上海阿拉丁生化科技股份有限公司;石油醚(分析纯),上海阿拉丁生化科技股份有限公司。
1.2 仪器与设备
旋转蒸发器(RE-52A),上海亚荣生化仪器厂;冷冻干燥机(FD-IE-50),上海比朗仪器制造有限公司;水浴恒温振荡器(THZ-82A),金坛市荣华仪器制造有限公司;高速粉碎机(6202),北京环亚天元机械技术有限公司;高速离心机(H1850R),湖南湘仪离心机仪器有限公司;电子分析天平(A1104),上海舜禹恒平科学仪器有限公司。
1.3 试验方法
1.3.1 山核桃预处理
将去壳后的山核桃仁烘干处理,然后放入粉碎机中粉碎处理,得到山核桃粉末,低温、密闭贮藏。
1.3.2 工艺流程
山核桃→山核桃仁→干燥→粉碎→山核桃粉→提取→离心分离→取上层清液→旋转蒸馏→山核桃毛油
1.3.3 山核桃提油率计算
准确称取10 g山核桃粉,放置于250 mL锥形瓶中,采用不同溶剂作为浸取剂,在预设超声波功率、时间下处理,提取结束后,离心得到上层澄清液,旋转蒸发得到山核桃毛油,将所得样品置放于烘箱中,在(95±1) ℃下干燥至恒重。每组重复3次。
山核桃得油率=山核桃油质量/山核桃粉质量×100%。
1.3.4 单因素试验
在其他条件相同的情况下,分别研究提取溶剂(无水乙醇、正己烷和石油醚)、超声时间(30 min、40 min、
50 min、60 min和70 min)、超声功率(180 W,210 W、240 W、270 W和300 W)和料液比(1∶5、1∶6、1∶7、1∶8和1∶9)对山核桃油得油率的影响。
1.3.5 正交试验
通过单因素试验确立条件后,以A超声时间、B超声功率、C料液比为3个考察因素,采用L9(33)正交表进行正交试验设计。
1.3.6 数据处理
采用Excel对数据进行处理和作图。
2 结果与分析
2.1 单因素试验
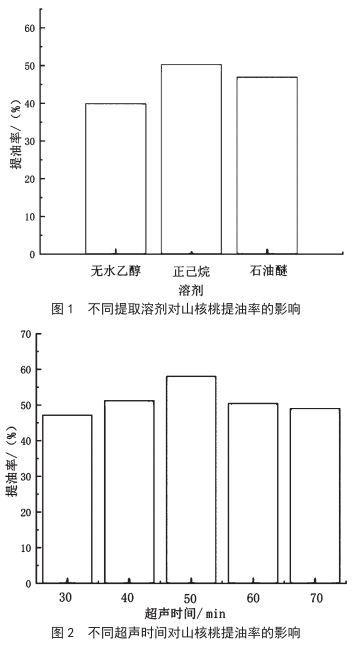
2.1.1 不同提取溶剂对山核桃提油率的影响
由图1可知,正己烷的提油率(50.32%)明显高于石油醚(46.97%)和无水乙醇(39.96%),这是由于石油醚易燃易爆,而正己烷是工业提取油脂的优质溶剂。因此,选择正己烷作为提取山核桃油的有机溶剂。
2.1.2 不同超声时间对山核桃油提油率的影响
由图2可知,当超声时间在30~50 min时,山核桃的提油率与超声时间呈正相关性,超声时间为50 min时,山核桃提油率最高,之后随着超声时间的继续延长,山核桃的提油率逐渐减少。
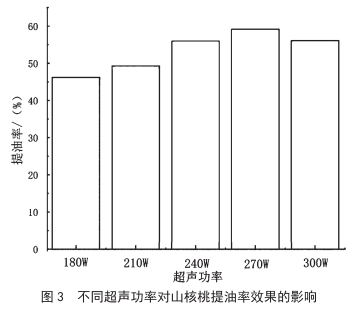
2.1.3 不同超声功率对山核桃提油率的影响
由图3可知,在其他条件一定的情况下,山核桃提油率随着超声波功率的增大而增大,当超声功率为270 W时,山核桃的提油率达到峰值。随着超声功率的进一步增加,山核桃提油率呈现下降趋势。
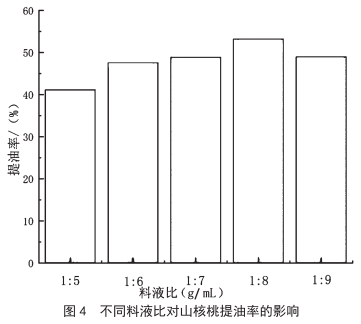
2.1.4 不同料液比对山核桃得油率的影响
由图4可知,随着料液比的较少,山核桃提油率逐渐增大。当料液比为1∶8(g/mL)时,山核桃提油率最高,之后呈下降趋势。这是由于单位质量的山核桃仁接触的溶剂更多,提油效率更高,提油率随之增加。当达到峰值以后,更多的溶剂起到了稀释作用,山核桃提油率略微下降。因此,从减小成本的经济角度出发,料液比为1∶8时,山核桃的提油率最高,提取效果最好。
2.2 正交试验结果
由表1可知,影响山核桃油提取率的因素大小依次为:C>B>A,即料液比>超声功率>超声时间。根据3个因素的K值大小可知,A因素A2>A1>A3,B因素B2>B3>B1,C因素C3>C1>C2。因此,经超声法提取山核桃油的最佳工艺条件为A2B2C3,即超声波时间50 min、超声功率270 W、料液比1∶8。在此超声提取工艺下,山核桃油的提取率为66.74%。
表1 正交试验表
试验号 A超声时间 B超声功率 C料液比 平均提油率/(%)
1 40 180 1∶6 56.13
2 40 270 1∶7 58.48
3 40 300 1∶8 61.21
4 50 180 1∶7 56.53
5 50 270 1∶8 66.74
6 50 300 1∶6 58.39
7 60 180 1∶8 57.87
8 60 270 1∶6 59.62
9 60 300 1∶7 55.46
K1 58.61 58.05 58.05
K2 60.55 61.61 56.82
K3 57.65 58.35 61.14
R 2.90 3.56 4.32
3 结论
本试验采用贵州毕节地区山核桃为原料,采用超声波辅助法提取山核桃油,以正己烷为溶剂,在单因素试验的基础上,采用正交试验进行工艺优化,确定最佳提取工艺参数为超声功率270 W,超声时间50 min,料液比1∶8(g/mL),此时山核桃得油率可达66.74%。
参考文献
[1]张毅萍.世界及我国核桃生产概况和几个问题[C]//中国园艺学会干果分会成立大会暨第二届全国干果生产与科研进展学术研讨会论文集.北京:中国园艺学会,2001:5.
[2]赵声兰,陈朝银,葛锋,等.核桃油功效成分研究进展[J].云南中医学院学报,2010,33(6):71-74.
[3]代增英,高克栋,冯建岭,等.核桃油的研究进展[J].江苏调味副食品,2014(1):6-8.
[4]康明丽,李冬杰,韩敏义,等.超声波辅助法提取桃仁油的工艺研究[J].安徽农业科学,2010,38(9):4807-4809.
[5]覃思静,王文翠,田华,等.香榧假种皮中3种精油成分的超声辅助提取工艺优化[J].分子植物育种,2020,18(22):7562-7567.






热点推荐
-

主要食品配料厂商携手支持可持续农业
-

别样肉客在华推出脆香酥炸植物基蟹饼,为新春佳节增添美食新选
-

ADM首度亮相FBIF2023,探索食品饮料的今天、明天和未来
-

专访婴儿水团体标准制定者:为何为婴儿饮用水制定更高标准?
-

使用梅特勒-托利多X光机的五大理由
-

广西发动全区3·15食品安全“你点我检 服务惠民生”问卷调查
-

河南全省食品安全监管工作会议在鹤壁召开
-

万里挑一的“进博TOP好物”,三养创新产品与食安承诺受赞誉
-

河南省餐饮食品安全“总监话总监”巡讲活动在洛阳启动
-

郑州市举办2024年“质量月”质量诚信进商超暨质量提升交流观摩会
-

仁和中方医药股份联合民生大药房送健康捐赠活动在郑州举行
-

三养密阳工厂深度揭秘:火鸡面的食品安全与品质卓越之道
-

郑州市金水区召开学校食堂承包经营企业 食品安全行政指导会
-

陕西省举办全省学校食堂食品安全管理及投诉处置现场会
-

山西省局举办质量提升行动助力汾酒专业镇高质量发展活动
-

郑州市金水区开展肉类产品质量安全专项整治
-

郑州市市场监管局开展网络餐饮服务食品安全行政指导工作
-

西藏山南市率先将“两个责任”进党校 推动食品安全社会共治
-

湖北:开展校园食品安全和“五一” 期间食品安全监管工作
-

河南省政府食品安全办召开2024年夏季食品安全形势会商会议
-

山西省局召开食品安全抽检承检机构任务部署会
-

南昌市开展春节前食品经营安全监督检查
-

河南省汝南县:“你点我检服务惠民生”护航“双节”食品安全
-

湖北省局推动共建“外卖小哥食堂” 让外卖骑手暖心又暖胃
-

焦作市校园食品安全排查整治专项行动动员部署会召开
-

汝南县市场监管局“四个抓手”提升集中用餐单位食品安全水平
-

山西省市场监管局食品案件查办指导中心正式挂牌运行
-

河南省汝南县市场监管局多措并举开展学校食堂食品安全评价
-

恩施州市场监管局服务第八届世界硒博会
-

开封市市场监管局2023年食品抽检工作质量提升推进会召开